|
Справочники. Словари. Энциклопедии |
Технический словарь |
Непрерывная разливка стали
|
|
Сталь в изложницах застывает неравномерно. Сначала твердеют и кристаллизуются наружные слои, затем кристаллы прорастают внутрь слитка. Неравномерное охлаждение приводит к образованию в верхней части слитка пустоты — усадочной раковины. Поэтому верхнюю часть слитка перед прокаткой приходится обрезать. Получаются большие отходы— до 20% массы слитка.
А нельзя ли получать слитки без усадочной раковины? Можно, если сделать слиток бесконечным. Именно эта идея легла в основу установки непрерывной разливки стали (УНРС). Первая промышленная УНРС в нашей стране начала работать в 1955 г. на горьковском заводе «Красное Сормово». Теперь на наших заводах работают десятки УНРС.
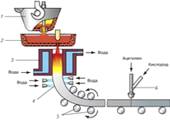
Главная часть УНРС — кристаллизатор, имеющий в сечении ту форму, какая требуется от слитка,— квадрат или прямоугольник. Его делают из листовой меди, с двойными стенками, между которыми циркулирует вода, отбирая тепло. Ниже кристаллизатора расположена система дополнительного охлаждения, которая позволяет регулировать скорость затвердевания слитка.
Затем — тянущее устройство, вытягивающее слитки из кристаллизатора, и система вращающихся роликов. Над кристаллизатором расположено приемное устройство, куда заливают жидкую сталь из ковша. Сталь наполняет кристаллизатор, но вытечь из него не может: дно его закрыто металлическим брусом — затравкой. Один конец затравки «запирает» кристаллизатор, другой зажат в валках тянущего устройства.
Когда наружные слои стали в кристаллизаторе затвердевают и она приваривается к затравке, начинают вращаться валки тянущего устройства. Затравка выходит из кристаллизатора и вытягивает за собой слиток. Он попадает под «душ» дополнительного охлаждения и затвердевает еще больше. А потом затравку отрезают, и валки вытягивают из кристаллизатора сам слиток.
Процесс начинает идти непрерывно. В кристаллизатор все время заливают жидкую сталь, а из валков выходит уже твердая заготовка. Ее разрезают на куски нужной длины, которые по рольгангу подаются к прокатным станам.
Первые установки непрерывной разливки стали были вертикальными: слиток опускался из кристаллизатора все время вниз. Такие машины были громоздкими и требовали строительства специальных цехов. Затем стали делать радиальные установки: здесь ролики вытягивающего устройства располагаются по окружности и слиток, выходя из кристаллизатора по-прежнему вниз, в конце концов изгибается до горизонтального положения. Эти установки менее громоздки и удобнее в обслуживании.
Сейчас в научно-производственном объединении «Тулачермет» впервые в мире создана горизонтальная УНРС — малых размеров и очень простая по конструкции.
С каждым годом все больше УНРС появляется на наших заводах. Непрерывная разливка стали гораздо эффективнее разливки в изложницы и дает металл хорошего качества.
Конструкция установки непрерывной разливки стали непрерывно совершенствуется. Их часто называют также машинами непрерывного литья заготовок (МНЛЗ). Подобные машины созданы и для непрерывного литья заготовок цветных металлов — алюминия и его сплавов, меди, цинка, свинца и др.
Непрерывная разливка стали это важнейший технологический этап в производстве металлопродукции |
 Когда в
мартеновской печи, конверторе или электропечи заканчивается плавка, сталь
выпускают в специальные ковши, а затем разливают в изложницы — узкие и
высокие чугунные формы. Когда сталь застывает, слитки раздевают, т. е.
снимают с них изложницы, и отправляют для дальнейшей обработки на прокатных
станах. Масса слитков бывает самой различной — от десятков килограммов до
десятков тонн.
Когда в
мартеновской печи, конверторе или электропечи заканчивается плавка, сталь
выпускают в специальные ковши, а затем разливают в изложницы — узкие и
высокие чугунные формы. Когда сталь застывает, слитки раздевают, т. е.
снимают с них изложницы, и отправляют для дальнейшей обработки на прокатных
станах. Масса слитков бывает самой различной — от десятков килограммов до
десятков тонн.
«Энциклопедический словарь юного техника»: Выбрать другую статью >>>
Смотрите также:
"Очерки истории науки и техники"
Материалы будущего - силикаты, полимеры, металл...